Need Help with Basics of Using Lapping Film
Recent › Forums › Main Forum › Techniques and Sharpening Strategies › Advanced Techniques and Sharpening Strategies › Need Help with Basics of Using Lapping Film
- This topic has 114 replies, 12 voices, and was last updated 08/27/2017 at 11:32 am by
sksharp.
-
AuthorPosts
-
07/12/2017 at 2:42 pm #40081
That is bad luck, Marc. Luckily most likely it won’t happen to you a second time. How did you implement the “stone stops”? It sounds like an interesting idea.
Molecule Polishing: my blog about sharpening with the Wicked Edge
07/12/2017 at 3:07 pm #40083I started using upper stone stops for that reason. I generally use a scrubbing stroke, individually, one side at a time, as part of my normal routine, then alternate to the other side. I came down on the bevel too often in the rhythm of my scrubbing, as my upward direction scrub passed up and off above the knife edge. Then on the way down I hit the knife edge. I found a faucet washer repair kit at the home store that looked like it would do the job. I started sliding this tightly fitting rubber washer down the rod end to limit the upward motion when the top of the stone hit up against it, so the bottom end of the stone didn’t move past the bevel.
The same for the bottom stone stop. The washer on the bottom stops the stone top end from sliding down lower and off the bevel and scratching against the side of the knife. I sharpen wide chef’s knives which are tall in the clamp. I upgraded to longer rod arms to accommodate the taller sharpening jobs and to let me make use of the full length of the stone. With the basic length rod arms the stone couldn’t slide far enough up to utilize the full length of the stone. Also, the lower stone stop prevents the stone from banging against the steel lock nut on the rod arm and possibly damaging the plastic stone handle and making a knocking noise. By adjusting the two stone (motion} stops I limit the both upper and lower limits of how far the stone slides and keep it centered on the knife bevel.
Marc
(MarcH's Rack-Its)1 user thanked author for this post.
07/12/2017 at 6:49 pm #40092I would definitely like to get lower stone stops to prevent hitting the bottom nut. Do you remember the inner diameter of the washer you purchased?
07/12/2017 at 8:52 pm #40094The washers I bought were too tight to fit the rod, which was good. I held them with a pliers and drilled the hole out with a hand held rechargeable drill. I worked up the bit size till the hole I drilled, just slid on the guide rod but was tight enough that it didn’t slide without applying some decent force to move it. I want my stops to hold securely enough that when I bump them I won’t move them. I work with pretty light pressure holding the stones against a knife so when I come in contact with the bump stop there isn’t a lot of force , I just stop.
Our mods, most of use, are just something we saw that we knew we could adapt to use for our specific purpose.
Marc
(MarcH's Rack-Its)3 users thanked author for this post.
07/14/2017 at 8:54 am #40105Another setback to my continuing saga to achieve the “perfect” polished mirror edge to an inexpensive EDC.
I lost some edge metal again. This time I have no explanation, only a guess. As you can see from the 250X Microscope photo that the bevel is very well polished and I’m only down to 3 micron film.
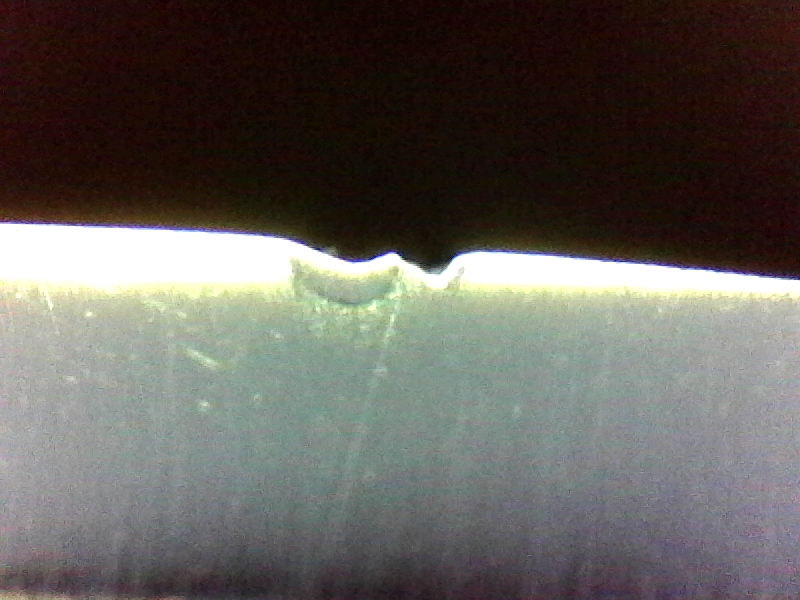
After sharing my dilemma with a friend and frequent Forum contributor, I learned that some times a pocket of Vanadium in the knife blank can let go. Maybe that’s why. It doesn’t matter. Another do over. The search continues. I’m enjoying this exercise in technique and observation.Marc
Marc
(MarcH's Rack-Its)Attachments:
You must be logged in to access attached files.
07/14/2017 at 9:16 am #40107If this continues to happen to the same blade it could be explained by poor heat treat, especially on an inexpensive knife. Even more expensive knives turn out to be a lemon in the HT department sometimes.
Interested to see what your next attempt turns up, Marc.
1 user thanked author for this post.
07/14/2017 at 9:40 am #40111Relative to Heat Treatment and probably the wrong place for this but: For the past year I have been trying to get a custom knife made in the $400 range. I want an 8 inch chef knife with a 2-3/16 inch belly. It is a wide chef knife in the shape of a Kramer Essential. I am very interested in the type of steel and the specific complete time/temp heat treatment including cryogenic ramp rates and hold times thru final tempering. I have been on bladeforums and others and cannot seem to get anyone’s attention.
Heat treating is the absolute key to the precipitation of carbides (all types) which directly affect all aspects of the edge’s sharpenability and reliability.
If anyone has any suggestions on where to go for this it would be appreciated.
07/14/2017 at 10:38 am #40115Redheads, to you, these specifics temps and rates are to make sure your getting exactly what you’re ordering and paying for. To the custom knife maker they are trade secrets.
Marc
(MarcH's Rack-Its)07/14/2017 at 10:58 am #40116Relative to Heat Treatment and probably the wrong place for this but: For the past year I have been trying to get a custom knife made in the $400 range. I want an 8 inch chef knife with a 2-3/16 inch belly. It is a wide chef knife in the shape of a Kramer Essential. I am very interested in the type of steel and the specific complete time/temp heat treatment including cryogenic ramp rates and hold times thru final tempering. I have been on bladeforums and others and cannot seem to get anyone’s attention. Heat treating is the absolute key to the precipitation of carbides (all types) which directly affect all aspects of the edge’s sharpenability and reliability. If anyone has any suggestions on where to go for this it would be appreciated.
Redheads,
I’m not sure if I’m understanding you correctly or not, but if you want the recommended heat treatment cycle for a specific steel, I would suggest that you contact the manufacturer of that steel. For example, I was able to quickly find the recommended heat treatment for Aogami Super steel from Hitachi Metals just by searching their website.
As you clearly know, many knife makers use their experience to guide them to further tweak the heat treatment process and develop their own proprietary recipe. I think you’d be hard pressed to find a knife maker willing to disclose their exact heat treatment process unless they are following the manufacturer recommended process exactly.
1 user thanked author for this post.
07/14/2017 at 11:04 am #40117Marc and Organic are right on the nose. I know several custom and semi-custom knife makers who do their own heat treat, and they’re reluctant to share information, or even do a behind-the-scenes YouTube video entailing the process.
My recommendation would be to find a maker with products in your price range who does their own heat treat. This is a vital consideration for me personally whenever I purchase a custom knife, regardless of whether it’s a fixed blade or folder.
A lot of makers simply accept whatever heat treat is done by a third party, and that makes quality control nearly impossible. You don’t really know what you’re getting until you cut with / sharpen the knife. A maker who does his own heat treat and takes pride in the process is one of the best ways you can identify a quality craftsman in my eyes.
07/14/2017 at 11:37 am #40118So a few thoughts (from my engineering perspective):
- The science behind heat treating has evolved tremendously since the industrial revolution (ex. edge holding ability of tool steels, cryo treated landing gear, single crystal turbine parts, …). The effects of heat treating are well known (fully documented in peer reviewed publications) and while we may not know exactly how to fully control the eta-carbide precipitation (probably need to get into quantum physics for that) I sincerely doubt that someone’s individual change/tweak to a somewhat standard process would dramatically change things.
- Along side HT importance is the Quality of the steel which can also vary. A maker should disclose that also.
- There is a BIG difference in doing cryo slowly vs. just dip it in or putting it on dry ice.
- I find it interesting that people will spend big $ for a custom knife without some sort of evidence that the maker is top notch.
So how do you tell if a knife maker is top notch ?
1 user thanked author for this post.
07/14/2017 at 11:44 am #40119I don’t think pockets of vanadium are that big, you may be suffering from metallic “fatigue” from working it too much. Try putting fresh metal to the surface by removing the entire edge (tangentially) then start over.
1 user thanked author for this post.
07/14/2017 at 11:45 am #40120Third time doing exactly that, thanks
Marc
(MarcH's Rack-Its)07/14/2017 at 12:34 pm #40121Redheads, do knife makers buy steel billets from the manufacturer,(eg Hitachi), that are heat treated by the steel maker during the manufacturing process? Does the knifemaker, then after forging the knife, re-heat treat it again, to restore the hardening? This line of discussion got me wondering. How’s the process work?
Marc
(MarcH's Rack-Its)07/14/2017 at 12:57 pm #40123MarcH, Anarchy84
I used rubber grommets for the bottom stop(I cut them in half), they are kind of domed and act as a bumper stop. For the top stop you could use collar stops. You could get both at a local Lowes store. Links supplied for examples
http://www.climaxmetal.com/prod_1p1.htm
https://www.lowes.com/pd/Hillman-Rubber-Grommet/30132022 users thanked author for this post.
-
AuthorPosts
- You must be logged in to reply to this topic.