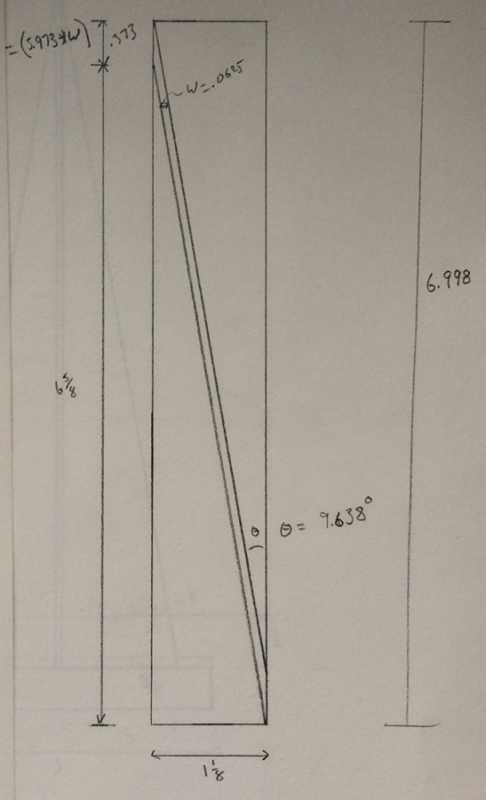
After reading posts on the forum I decided to make a vise out of mild steel. If I succeed I may use the A2 as suggested by Josh. So, after some thought and using my WE as a guide, I decided to make two triangles with a 1 1/8 square base and a height of 6 5/8. The tip would be ground to a final height of 6 1/4 so the tip of the vise would be 1/16 thick.
So, how to precisely cut the triangles. I got a piece of flat bar 9 X 12 X 1/4. I welded a stop on the end so I could pull it against the back of the band saw vise. I then cut it off. This made the cut edge exactly parallel to the blade, and exactly against the inside teeth of the blade.
I then got two pieced of 5/8 square bar and made machined one 6 5/8 long (the height of the vise). A second piece was machined 1 3/4 long (the length of the base of the vise plus the width of the bar).
These were clamped to the plate so the edge of each piece was exactly level with the cut edge of the plate. I welded them in place
To determine the length of the cold role 1 1/8 X 1 1/8 square bar I used a little math as shown on the drawing.
The bar was clamped in the jig and the cut started very slowly so there would be no blade deflection.
It worked well. The width of the base of the two triangles were within about 3 thousands.
I remember reading that cold roll steel is stressed. The two halves had a slight bow, fortunately concave, on the face. This may be a positive occurrence as tightening the vise will tend to straighten the bow.
I will let you know how it turns out when I finish it and use it a few times.
Ohhh sorry I read the OP wrong and thought this WAS out of A2 lol. Great job though! Keep us posted! I am curious as to how the mild steel performs for you.
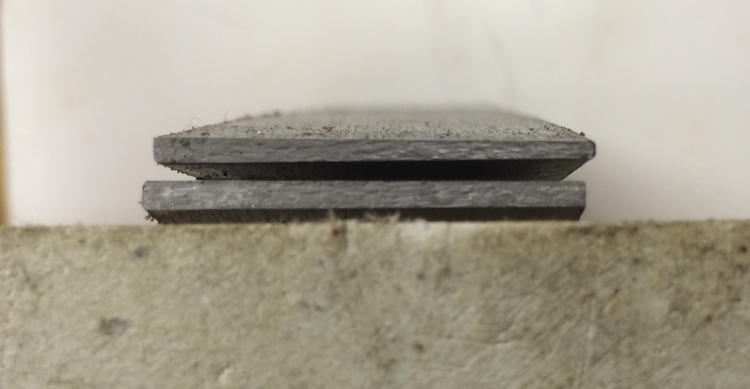
I machined the two halves to a height of 6.25" and found the cut was not quite as precise as I initially thought. One half is slightly thicker than the other at the tip, and there is a slight taper to the tip. I don’t think this will have an effect on the function.
That shouldn’t be an issue… you can always take it to a belt sander and fix it up =) when I had my A2 vise it was very thin at the top there… like 1/16" inclusive (with both halves put together!)
That looks great Bill, I remember when I was exploring the idea, a local shop quoted $650 to have something similar machined for me. I laughed and walked out. I said "really? For two triangles? "
Thanks Dan. As I am sure you know the most time consuming part of most projects is both figuring out how to do it and then the set up. Since you only wanted one I am sure that is why it was so expensive. If you ordered 100 I bet you could have gotten a better deal!
Guys, I do this as a hobby and don’t want to get into production work. I am flattered by your request. The other consideration is that this has not been tested. You know what they say about buying the 1.0 version of anything!
The one down side of a steel vise is rust. I imagine that is why the folks at Wicked Edge use aluminum and stainless. I suppose the holy grail of vise materials would be stainless. It would likely be prohibitively expensive though.
I have finished up and tested the vise for accuracy. I mounted it on a flat piece of steel to make sure everything functioned properly. I decided to use a set screw for the bottom vise screw. I think a set screw has several advantages. For one it is threaded its entire length which gives you the additional head height you can advance it. The second advantage is that the end is tapered to press against the opposing surface.
The drawing at the beginning of this thread indicated the angle of the vise should be 9.638 degrees. one of the halves measured 9.7 and the other 9.8. I will take that!
Finally, the face of the vise is 90 degrees to the base.
Now I am going to make a modified WE to mount the vise(s) on. Yes, I have more than one! Stay tuned!
Agreed!
Granted I’ve only been a boarder since Octoberish, a strange, indescribable spark has ignited something or other over the past several weeks… And it excites me so.
The mild steel vises work great. They grip tight and do not seem to bend. As you can see I gripped a knife just 3/32 into the vise and was able to lift the WE MOD by the knife handle without slipping. I am not sure a hardened steel vise is necessary.
I mentioned above that I was using set screws as the bottom screw. It turns out they are made to bite into the opposing member. So, I ground them flatter.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}