As some of you know, I made a batch (actually, several batches) of glass-platen blocks using bronze bushings instead of a plain bore-hole as guides on the slide rods. I really liked the feel of the bushings and they are clearly more precise than the clearance hole which appears to be molded into the thermoplastic WE blocks. I wanted to come up with a method of converting my WE blocks to the bronze bushings, but at the cost of $65 per set, I wasn’t going to take the chance of ruining a set in the attempt.
Then I pretty much wrecked one of my 400 grit stones on a ceramic knife and I had to buy a set of replacements. This, of course, meant I had an extra pair of blocks on which to experiment. I proceeded to make a fixture which would clamp the block so that a drill press (or in my case, a plunge router) would bore a pocket in parallel alignment with one face and one side.
Bad news/good news. Bad news is the thermoplastic doesn’t like high speed tools. It melts easily and therefor isn’t very machinable with woodworking tools. After the pockets were machined, I clearanced the 1/4" thru-bores by drilling them out to 9/32". This would prevent any misalignment of the bore from interfering with the rod in the new bushings. The good news is that the pockets worked great anyway. The bushings are a thumb-press fit and parallel to the reference face within 0.004".
This was good enough that I decided to do it on my 800/1000 blocks, because I knew that one of them was out of whack. When flipping the one stone from 800 to 1000, the SWAT plate showed a significant difference. So I pulled the trigger and refitted both stones to the bronze bushings. Again, great success. The bushings are parallel to the 800 grit face within 0.004", maybe better.
But this time, when I set the SWAT plate for the 800 and then flipped the stone to the 1000 grit side, the difference was almost twice what it had been. Wow! I went back to my granite plate and checked parallelism to the 1000 grit side and found an error of .032" from one end to the other. This made me look closely at the block and I was stunned to see that the 1000 grit platen was not seated properly in the block. It was about 0.025" offset to one end and therefor was sitting up on the rim of the yellow plastic base.
More than anything, this is embarrassing for me, as I’ve been taking repeated digital caliper readings from these blocks as I tried to duplicate the dimensions with my glass blocks. Apparently I never measured this particular end. If you visually examined the platens, the ends looked absolutely normal, but when I looked at the width of the platen edge showing above the yellow plastic, it was clearly wider at one end than the other. I should have seen it. I’m sure I did see it, but it didn’t register.
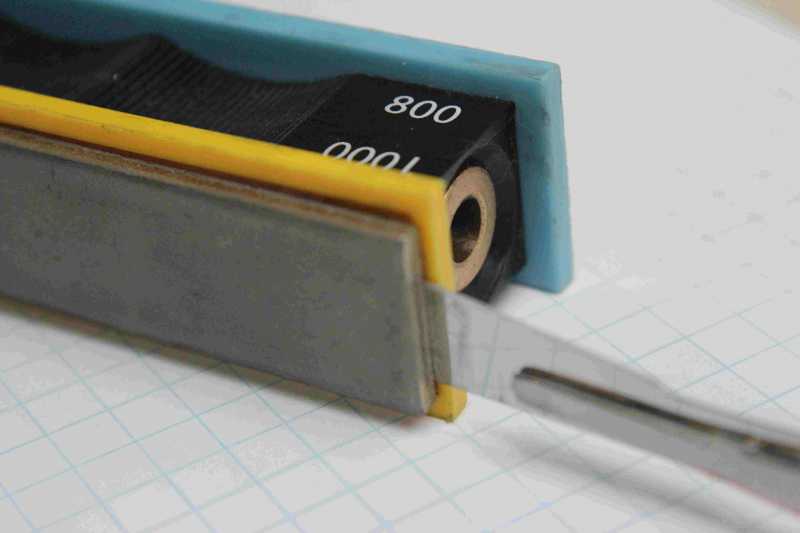
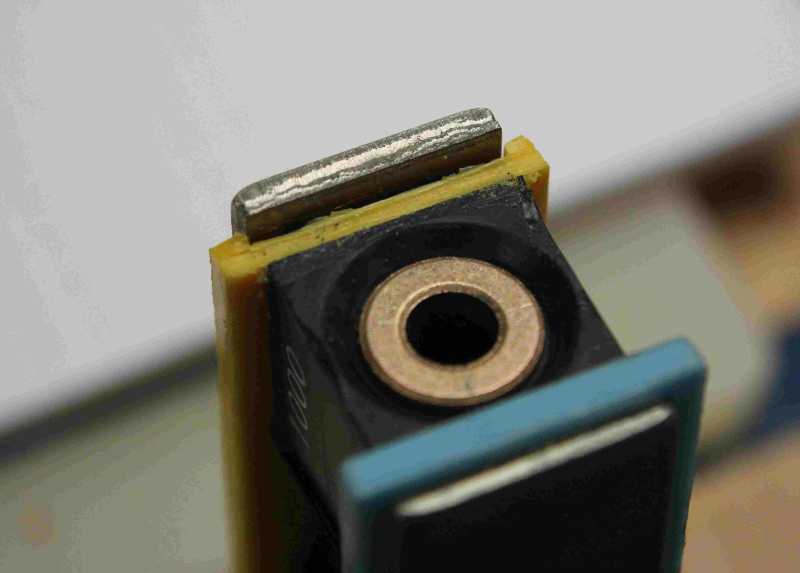
At the end of this post are a couple of photos. The first shows a scalpel inserted under the platen end, where it hadn’t been properly glued. Sorry for the poor focus. The second shows my fix. I used a hacksaw blade to cut off the end of the yellow plastic so the platen could be glued down properly. I squirted super glue under the platen and clamped it in my wood vise for a few minutes. Worked great. Parallelism is now beautiful.
Parallelism between the rod-bore and the stone faces is important. The fault in the block described here resulted in 0.25 degrees of change in the stone’s angle when bottomed on the rod and resting against the vise and when the bottom edge of the stone was raised to the lip of the vise. Before my modifications, the error would have been at least one half of that for both sides and I have been using that stone for three years without noticing the error. Again, if the rod isn’t parallel to the face, the angle will change as you raise and lower the block relative to the edge.
The moral of this story is that you should closely examine your blocks to make sure the platens are seated properly in their plastic bases. If you have an accurate means of measuring for parallelism, do so. I place the stone face-down on a flat surface with a rod in the bore. Measure the distance from the top of the rod to the flat surface. Do it for both ends. Then flip the block to the other face and do the same. If you find a difference that seems large, check with your AngleCube to see if that error changes the angle as the block is moved from bottom to top of stroke.
No, I won’t be asking for a replacement, even though Clay would probably offer one. I’ve gotten three years of use out of it and in my book, that means the warranty has expired. Besides, the fix took me less than 15 minutes.
{kind=link}
{kind=link}